A laser rangefinder module window cleaning guide is more than a maintenance note. In many Original Equipment Manufacturer programs, the protective window becomes one of the most underestimated performance variables in the entire ranging system. Teams may spend weeks selecting the right module, reviewing beam divergence, checking interface stability, validating power behavior, and setting acceptance limits, yet still lose measurement stability because the optical window in front of the module is contaminated, poorly handled, or cleaned with the wrong method.
Table of Contents
ToggleThat problem is common because contamination does not always create obvious failure. A dirty or damaged window may not make the product stop working completely. Instead, it often reduces signal margin, increases measurement instability, changes scene behavior in difficult targets, and pushes the system closer to the edge under haze, low-return surfaces, mixed backgrounds, or long-distance operation. In other words, window contamination rarely fails like a switch. It usually fails by quietly narrowing the real operating envelope.
For OEM teams, that distinction matters. A system can pass basic factory tests and still disappoint in field use if the optical window is not properly controlled. This is why protective window handling, cleaning rules, coating compatibility, inspection logic, and field maintenance should be treated as part of the ranging architecture, not as secondary afterthoughts.
Why the optical window matters so much
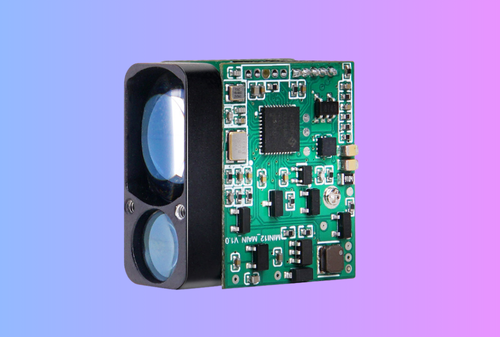
In a practical product, the laser rangefinder module is often not exposed directly to the outside world. It sits behind a protective optical window, front cover, shield, enclosure lens, or turret aperture. That front element protects the module from dust, moisture, scratches, impact, cleaning damage, and environmental exposure. Mechanically, this is sensible. Optically, it introduces a new surface into the beam path.
Once a window is added, the module no longer works in free space alone. It works through a material with its own transmission behavior, surface quality, flatness, coating condition, cleanliness state, and contamination history. If that window is not managed properly, the system may lose transmission, gain scatter, create false near-field reflections, or become more sensitive to difficult targets. Even a good module can look inconsistent when the real problem is the optical path in front of it.
This is especially important in outdoor instruments, security platforms, border systems, utility inspection devices, industrial housings, handheld field tools, and unmanned platforms. These products often operate in dust, humidity, rain, salt-laden air, fingerprints, oily residue, packaging debris, or repeated field cleaning cycles. In those conditions, the protective window stops being a passive part. It becomes an active performance variable.
Contamination affects more than transmission
Many teams think of contamination only as a loss of optical transmission. That is part of the problem, but it is not the whole problem. A contaminated window can influence the ranging chain in several ways at once.
The first effect is straightforward loss. Dust, residue, oils, dried droplets, adhesive haze, or coating damage can reduce the amount of useful energy passing through the window. Less outgoing energy reaches the target, and less returning energy reaches the receiver. That narrows signal margin.
The second effect is scatter. A contaminated surface does not simply absorb energy. It can scatter part of the outgoing and returning light in unintended directions. This can reduce contrast, increase measurement noise, and make target discrimination harder in cluttered scenes.
The third effect is unwanted reflection. Some contamination types, films, streaks, or surface damage patterns can alter how energy reflects near the window itself. In practical terms, that may increase false near-field optical activity or interact badly with the receiver, especially in systems already operating near sensitivity limits.
The fourth effect is inconsistency. Contamination is rarely uniform. One part of the window may be clean while another carries smears, deposits, or droplets. That means system behavior can change with aim point, device orientation, temperature, or cleaning history. From the user side, this often looks like random instability, even though the underlying issue is optical non-uniformity.
This is why a laser rangefinder module window contamination control strategy should never be limited to “keep it clean.” The real goal is to preserve predictable optical behavior.
Not all contamination behaves the same way
A good OEM cleaning and maintenance rule set begins with contamination classification. Dust is not the same as fingerprint oil. Salt deposit is not the same as machining residue. Dried rain marks are not the same as coating damage. If the team does not classify contamination types, it becomes difficult to define realistic controls.
The most common contamination classes in laser rangefinder products include loose particulate contamination such as dust, sand, fibers, and packaging debris. These usually create scatter and localized transmission loss. Then there are oily or organic residues such as fingerprints, skin oils, lubricants, adhesive transfer, solvent films, and process contamination from assembly. These can create smears, haze, and stubborn surface films. Water-based deposits are another major class. These include dried droplets, mineral spots, cleaning residue, condensation marks, and environmental spotting. Finally, there is surface damage that behaves like contamination but is actually permanent: scratches, coating wear, chemical attack, abrasion marks, and micro-cracking.
Each class requires a different response. Loose dust may be removed safely with air or a non-contact method. Fingerprints often require a controlled wet-cleaning step. Mineral deposits may need a specific approved solvent approach. Surface damage cannot be cleaned away and must be managed through inspection and replacement criteria.
The table below gives a practical OEM view.
| Contamination type | Typical source | Main optical risk | Correct response |
|---|---|---|---|
| Dust and fibers | Assembly, packaging, field exposure | Scatter and local signal loss | Air blow, non-contact first |
| Fingerprints and oils | Handling, service, poor assembly discipline | Smear, haze, uneven transmission | Approved wipe and solvent method |
| Water spots and residue | Rain, condensation, poor drying, bad cleaning process | Deposit film and partial scatter | Controlled wet cleaning and dry finish |
| Salt or industrial deposits | Coastal air, process fumes, dirty environment | Persistent haze and coating stress | Faster cleaning cycle and inspection |
| Scratches or coating damage | Wrong cloth, aggressive cleaning, abrasion | Permanent optical degradation | Replace window or reject part |
This classification is useful because it prevents one of the most common field mistakes: treating every visible mark as if it should be rubbed harder until it disappears.
The biggest cleaning mistakes happen before cleaning starts
In many programs, the worst damage is not caused by environmental use. It is caused by well-intentioned cleaning with the wrong tools, wrong sequence, or wrong assumptions. Operators, field technicians, or end users see a mark on the window and try to remove it immediately. If they use a rough cloth, a contaminated tissue, an unapproved solvent, or excessive pressure, they may turn removable contamination into permanent surface damage.
That is why the first rule of laser rangefinder module window cleaning is not “wipe it.” The first rule is “identify what is on the surface and choose the lowest-risk method.” Loose particles should not be dragged across the window with pressure, because that creates scratches. Unidentified residue should not be attacked with random industrial chemicals, because some chemicals can damage coatings, seals, adhesives, or plastics around the optical area. Repeated dry rubbing is especially dangerous. It can grind fine particulate contamination into the coating.
A strong OEM cleaning procedure begins with assessment. Is the contamination loose or bonded? Is it isolated or spread across the whole surface? Is it likely environmental, process-related, or permanent damage? Only after that assessment should the operator select the cleaning method.
Cleaning should follow a controlled sequence
The best cleaning procedures are sequential. They move from the least invasive method to the more direct method only when needed. This minimizes damage risk while still restoring optical quality.
The first step is visual inspection under controlled lighting. The operator should check for loose particles, streaks, spots, edge contamination, and any sign of scratch or coating damage. Good lighting matters because some residue is invisible in flat light and obvious in angled light.
The second step is non-contact removal of loose contamination. Approved clean air or nitrogen can remove light dust and fibers. The objective is to clear particles before anything touches the surface.
The third step, if needed, is controlled contact cleaning with approved lint-free optical material and an approved solvent system. The wipe direction should be disciplined, pressure should be minimal, and the cleaning material should be fresh and uncontaminated. Random circular rubbing is usually a poor practice because it redistributes contamination and makes scratch patterns harder to detect.
The fourth step is final dry inspection. The surface should be checked again for residue, streaks, trapped edge contamination, and any newly visible damage that may have been hidden under the original contamination.
For OEM programs, the exact materials and solvents must be validated against the real window material and coating stack. A method that is safe for one window may not be safe for another. This is why generic field advice is often dangerous in production environments.
Coatings change the cleaning rules
Many protective windows use optical coatings to improve transmission, reduce reflection, or support environmental performance. Once coatings are involved, cleaning rules become more important because the coating may be more vulnerable than the base substrate.
A window with anti-reflective or other functional coatings should not be treated like general industrial glass. The OEM team needs written compatibility guidance covering solvent exposure, wiping materials, pressure limits, storage conditions, and replacement thresholds. Without that guidance, technicians often assume that if a method works on ordinary glass, it will also work on the product window. That assumption leads to coating wear, haze, chemical attack, or local reflectivity change.
This is also why supplier communication matters. The optical window supplier, coating supplier, and module integrator should align early on what cleaning agents are approved, what environmental deposits are expected, and how much field service the window is likely to see. If a product is destined for coastal, industrial, or high-dust use, the coating choice should reflect not only transmission performance but also maintainability.
In practical OEM terms, a slightly less aggressive coating that survives real cleaning cycles may be a better business choice than a theoretically stronger optical coating that is too fragile for field service.
Handling discipline is more effective than repeated cleaning
The cheapest contamination is the contamination that never reaches the window. In many factories, teams spend too much effort cleaning finished products and too little effort preventing contamination during assembly. That is inefficient and risky, because every cleaning cycle adds handling and damage opportunity.
A better strategy is to build contamination control into the process. Operators should avoid touching the optical area directly. Protective covers should stay in place as long as possible. Workstations should be kept clean. Packaging debris should be controlled. Adhesive use, sealant cure, and nearby lubrication steps should be reviewed for transfer risk. If the window is installed early in the build, later operations should be checked for contamination sources.
This is one reason why contamination control belongs in both incoming and production planning. A clean-room level environment is not always necessary, but process discipline is. A factory that repeatedly “solves” contamination by polishing the window at the end of the line is usually hiding an upstream process problem.
Inspection criteria must be practical, not cosmetic only
A common trap in OEM programs is setting inspection standards that are either too cosmetic or too vague. If the standard says every visible mark is unacceptable, production becomes inefficient and subjective. If the standard says only catastrophic blockage matters, weak-performing units will escape.
The better approach is to define window inspection criteria in functional terms. The team should decide what types of contamination are acceptable, what zones matter most, what level of residue triggers cleaning, and what kinds of damage require rejection or replacement. The central optical zone may need tighter control than the edge zone. Permanent scratches may require different action depending on size, location, and density. A removable fingerprint is not the same as coating wear.
Functional inspection becomes even more valuable when tied to release testing. If a window looks borderline but the system shows stable performance in the approved End-of-Line, or EOL, test window, the team can make a more informed decision. If the visual condition correlates with performance drift, then the acceptance rule can be tightened with real evidence.
This is where a strong link to the Laser Rangefinder Module End-of-Line Test Strategy is useful. Visual inspection alone cannot define system risk. But visual inspection plus release data is much more powerful.
Contamination should be considered in validation, not only in service
Many teams treat window contamination as a field maintenance topic only. That is too late. The better place to address it is during validation. If the end product will operate in dusty, wet, oily, salty, or industrially dirty conditions, the OEM team should test how contamination affects measurement stability before the product is released.
This does not mean deliberately abusing the product without structure. It means controlled contamination studies. For example, the team may test clean-window baseline performance, then compare performance after light dust, after realistic fingerprint contamination, after dried water spotting, or after repeated approved cleaning cycles. The goal is not to simulate every possible field condition. The goal is to understand how quickly signal margin erodes, how robust the cleaning method is, and whether the maintenance interval is realistic.
This kind of work is especially important when the product will be used against difficult targets. A slightly contaminated window may still perform acceptably on a cooperative matte wall. The same window may fail much sooner on glass, dark targets, foliage, or wet scenes. That connection should be understood during validation, not discovered through field complaints.
This is also where the lessons from the Laser Rangefinder Module Target Reflectivity and Background Interference Guide connect directly to window management. Window contamination and difficult targets often interact rather than fail separately.
EOL should verify window condition in a disciplined way
Not every contamination issue belongs only in service or audit sampling. Some belong directly in production release. A good OEM line usually includes a window-condition checkpoint before final release. Depending on product class, this may be a visual inspection station, automated image inspection, a controlled clean-and-verify step, or a functional optical screening step.
The purpose is not simply cosmetic appearance. The purpose is to prevent contaminated or damaged optical paths from shipping. If the product architecture makes window condition highly sensitive, the line should capture that risk early. In some programs, final window cleaning is done immediately before pack-out, followed by a protected cap or sealed packaging. In others, the window condition is checked after final assembly because nearby operations can generate late-stage contamination.
The correct approach depends on process flow. What matters is that the team does not assume the window will remain clean just because it was clean one station earlier.
Field maintenance rules should be written for real users
A common documentation weakness is that the factory knows how to clean the window correctly, but the field user does not. Service guides are often too short, too generic, or written as if the technician already understands optical risk. As a result, field staff improvise.
A better field rule set should explain when the window should be cleaned, what symptoms suggest contamination-related performance issues, what materials are approved, what actions are prohibited, and when the window should be replaced rather than cleaned again. The instructions should be practical enough for routine service, but strict enough to protect coatings and seals.
For example, users should know that visible dust may justify non-contact cleaning, while oily smears require approved wipe procedures. They should know not to use abrasive paper products, household cleaners, or aggressive solvents unless explicitly approved. They should know that repeated rubbing of a dry dusty window is a damage risk, not a good maintenance habit.
For products sold into OEM channels, this field rule set is part of commercial credibility. It reduces unnecessary Return Merchandise Authorization, or RMA, activity, improves service consistency, and protects the supplier from avoidable misuse claims.
Replacement logic is as important as cleaning logic
An overlooked part of contamination control is knowing when cleaning is no longer the right answer. Some windows should be replaced, not cleaned again. If the surface shows persistent haze after approved cleaning, visible coating wear, deep scratches in the central optical zone, chemical damage, or repeated service history with declining performance, replacement may be the correct maintenance action.
Without replacement logic, teams often keep cleaning a window that is already permanently degraded. This wastes labor and creates confusing field behavior. The system may pass on one day and look unstable on another, not because contamination is still present, but because the window itself is no longer optically healthy.
Replacement thresholds should therefore be written into both service documentation and internal quality rules. This creates a cleaner separation between temporary contamination and permanent optical degradation.
The OEM buyer should ask the right questions
For OEM buyers evaluating a laser rangefinder module supplier or complete system supplier, window control is a useful capability marker. A strong supplier can explain window material choice, coating logic, cleaning compatibility, inspection criteria, field maintenance guidance, and how contamination risk was considered during validation. A weaker supplier often speaks only about nominal optical transmission and leaves the rest undefined.
Useful buyer questions include these. What window material and coating stack are used? What solvents and wipes are approved? What contamination classes were evaluated during testing? How is final window condition checked before shipment? What field cleaning guidance is provided? What damage requires replacement? How does the supplier distinguish contamination failure from permanent window damage or from general module issues?
These questions matter because many field complaints attributed to “range instability” are not module-core failures. They are system-level optical path problems. A supplier that can manage them well is more likely to support stable long-term OEM programs.
Final thought
A laser rangefinder module window cleaning guide is really a system reliability guide. It reminds OEM teams that the protective window is not just a transparent cover. It is part of the optical chain, part of the maintenance strategy, part of the release process, and part of the customer experience. If it is handled well, the module’s true performance can be preserved across production, integration, and field service. If it is handled poorly, even a strong rangefinder platform can look unstable, inconsistent, or weaker than expected.
The most effective contamination strategy is also the most practical one. Prevent contamination where possible. Clean only when necessary. Use validated materials and methods. Inspect functionally, not cosmetically alone. Replace the window when damage becomes permanent. And connect window control to real target behavior, real field conditions, and real production release rules.
That is how OEM teams turn a fragile optical maintenance topic into a disciplined and scalable part of product quality.
FAQ
Why does a slightly dirty window sometimes cause big performance changes?
Because contamination does not only reduce transmission. It can also scatter light, create uneven optical behavior, and reduce signal margin. In difficult scenes, a small loss of margin can create much larger measurement instability.
Can any optical-looking cloth be used to clean the window?
No. The cloth, wipe, and solvent must be approved for the actual window material and coating. A material that seems soft can still carry particles, leave residue, or damage coatings.
Should field users clean the window every time they see light dust?
Not always. Over-cleaning adds handling risk. Loose dust may justify non-contact cleaning first. Direct wiping should be reserved for cases where it is actually needed and performed with the approved method.
When should the window be replaced instead of cleaned?
When approved cleaning no longer restores the surface, or when the window shows coating wear, persistent haze, central-zone scratches, chemical damage, or other permanent optical degradation.
CTA
If your OEM project uses a protective optical window in front of the laser rangefinder module, window control should be reviewed together with optics, integration, test planning, and service policy. You can discuss your application and maintenance requirements with our team through our contact page.